प्रेस ब्रेक झुकने वाली मशीन मुख्य रूप से प्लेट की सीधी-रेखा झुकने का कार्य करती है। साधारण साँचे और प्रक्रिया उपकरण का उपयोग करके, धातु की शीट को एक निश्चित ज्यामितीय आकार में दबाया जा सकता है, और इसे खींचकर, छिद्रण, छिद्रण और नालीदार दबाकर भी संसाधित किया जा सकता है। वास्तविक उत्पादन में, सीएनसी प्रेस ब्रेक मशीन का उपयोग मुख्य रूप से धातु के बक्से, बॉक्स के गोले, यू-आकार के बीम और आयतों के विभिन्न ज्यामितीय आकृतियों के झुकने का एहसास करने के लिए किया जाता है। इसके प्रसंस्करण में उच्च झुकने वाले सीधेपन, दांतों के निशान नहीं, छीलने, झुर्रियां नहीं आदि के फायदे हैं।
सीएनसी झुकने वाली मशीन निर्माण तकनीक के निरंतर विकास के साथ, इसके फायदे जैसे उच्च स्थिति सटीकता, सुविधा, शून्य-गतिविधि अशांति मुआवजा, और प्रसंस्कृत उत्पादों की अच्छी स्थिरता शीट धातु निर्माण कंपनियों के बहुमत द्वारा तेजी से अनुकूल हो गई है। हालांकि, सीमित इच्छाओं के साथ, झुकने वाली मशीन का बेहतर उपयोग कैसे किया जाए और इसके कार्यों और लाभों को पूरा खेल कैसे दिया जाए, यह एक समस्या बन गई है कि सीएनसी प्रेस ब्रेक झुकने वाली मशीन का उपयोग करने वाले निर्माता ध्यान दें और तत्काल इसे हल करने की आवश्यकता है। लंबी अवधि के निर्माण और उपयोग की प्रक्रिया में, झोंगरुई ने सहायक टूलिंग, मौजूदा मोल्डों के परिवर्तन और साइट के लचीले उपयोग के माध्यम से झुकने वाली मशीन और संचित अनुभव के कार्यों का प्रभावी ढंग से विस्तार किया है। यह लेख Zhongrui की सीएनसी प्रेस ब्रेक मशीन DA66T को एक उदाहरण के रूप में लेता है और उपयोग में कौशल का विस्तार से परिचय देता है।
सहायक टूलिंग जोड़ें
यदि आप प्रेस ब्रेक मशीन टूल को लचीला और उपयोग में आसान बनाना चाहते हैं, तो सहायक टूलिंग जोड़ना आवश्यक है। सहायक टूलींग की वृद्धि न केवल सीएनसी झुकने मशीन उपकरण की प्रसंस्करण सीमा का विस्तार कर सकती है बल्कि प्रसंस्करण दक्षता में भी सुधार कर सकती है।
1) संक्रमण प्लेट (तेजी से ढालना के लिए सहायता प्रदान की मध्य प्लेट)
झुकने वाली मशीन की शुरुआती ऊंचाई ऊपरी और निचले वर्कटेबल्स के बीच की दूरी को संदर्भित करती है। चूँकि सीएनसी झुकने वाली मशीन DA66T की शुरुआती ऊँचाई अधिक होती है, इसलिए प्रसंस्करण सीमा का विस्तार करने के लिए एक बड़े उद्घाटन का उपयोग करने पर विचार करें। जैसा कि चित्र 1 में दिखाया गया है, मूल ट्रांज़िशन प्लेट में एक और ट्रांज़िशन प्लेट जोड़ने से भाग की ओर झुकने की ऊँचाई (85 मिमी तक) बढ़ सकती है, ताकि उच्च साइड झुकने वाले किनारों के साथ गहरी प्रसंस्करण की जा सके। स्व-निर्मित संक्रमण बोर्ड आपके अपने सामान्य भागों के अनुसार संक्रमण बोर्ड की चौड़ाई को अनुकूलित कर सकता है, और यह दोनों तरफ उच्च झुकने वाले किनारों के साथ छोटे चौड़ाई वाले भागों को संसाधित करने के लिए सबसे उपयुक्त है।

2) फ्रंट पैनल का कोना
जैसा कि चित्र 2 में दिखाया गया है, मशीन का अगला भाग एक कोने से सुसज्जित है, जो छोटे भागों को रख सकता है और भागों को लेने में लगने वाले समय को कम कर सकता है। उसी समय, छोटे वर्कपीस के प्रसंस्करण और संग्रह की सुविधा के लिए एक छोटा वर्कटेबल स्थापित किया जाता है।

मोल्ड का पूरा उपयोग करें
सीएनसी प्रेस ब्रेक झुकने वाली मशीन का उपयोग मुख्य रूप से ऊपरी और निचले मोल्ड पर निर्भर करता है। यदि सांचों की संख्या कम है और अनुप्रयोग लचीला नहीं है, तो मशीन उपकरण की प्रसंस्करण सीमा बहुत सीमित होगी। इसलिए, निश्चित परिस्थितियों में, अनुकूलित संयोजन और आंशिक परिवर्तन के माध्यम से मौजूदा मोल्ड के कार्य को अधिकतम कैसे किया जाए, यह एक ऐसी समस्या है जिसके बारे में प्रत्येक मशीन टूल उपयोगकर्ता को सोचना चाहिए। निम्नलिखित विस्तार कार्य है जिसका उपयोग हम सीएनसी झुकने मशीन परिचय के मोल्ड को बदलकर उपयोग में करते हैं।
1) अपर डाई ग्राइंडिंग टिप R
जब ऊपरी डाई का लंबे समय तक उपयोग किया जाता है, तो इसकी नोक का पहनावा अनियमित रूप से बदल जाएगा। मोल्ड की ऊंचाई बदलती है और झुकने की सटीकता की गारंटी नहीं दी जा सकती है। पीसकर, टिप आर को सही करके, और बड़े वी-आकार के खांचे से मिलान करके, मोटी प्लेटों को मोड़ा जा सकता है। यह मोल्ड के सेवा जीवन को बढ़ाता है।
2) समतलन प्राप्त करने के लिए स्क्रैप मोल्ड बदलें
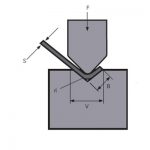
एक समग्र झुकने वाले मरने की अनुपस्थिति में, मृत किनारे को कैसे दबाया जाए, इसकी समस्या को हल करना एक उदाहरण है। मृत किनारा एक मुड़ी हुई आकृति है जिसमें दो परतें एक दूसरे को ओवरलैप करती हैं, और आमतौर पर सुदृढीकरण के लिए उपयोग की जाती हैं। आम तौर पर, 2 मिमी से अधिक के बोर्ड में लगभग कोई प्रेस मृत किनारे नहीं होते हैं। प्रेस डेड एज को कंपाउंड बेंडिंग डाई द्वारा बनाने की जरूरत है, और इसे बनने के लिए दो से अधिक प्रक्रियाओं में विभाजित किया जाना चाहिए।
आमतौर पर इस्तेमाल की जाने वाली विधि एक मिश्रित झुकने वाले डाई का उपयोग करना है, जैसा कि चित्र 3 में दिखाया गया है। पहले चरण में, सामग्री को 30 ° तक मोड़ा जाता है, और दूसरे चरण में, 30 ° मोड़ कोण को सामने के छोर पर रखा जाता है। मिश्रित मोल्ड, और सामग्री को एक मृत किनारे में बदल दिया जाता है। लेकिन हमारे पास एक समग्र झुकने वाला मरने वाला नहीं है, केवल 30 डिग्री तीव्र कोण झुकने वाला मरने वाला है। मौजूदा मोल्ड के साथ समग्र झुकने वाले मरने के पहले चरण को पूरा करें, और दूसरा चरण केवल एक और विधि ढूंढ सकता है। दूसरे चरण में, ऊपरी और निचले मोल्ड दोनों फ्लैट हैं। विश्लेषण के बाद, मौजूदा डबल वी-नाली निचले मोल्ड के मध्य भाग को विमान भाग के रूप में उपयोग किया जा सकता है, और ऊपरी मोल्ड एक विमान की तलाश में है। मौजूदा स्क्रैप किए गए ऊपरी मोल्ड को बाहर निकालें और चाकू के किनारे को एक सपाट शैली में पीस लें, इस प्रकार प्रेस के मृत किनारे को बनाने की समस्या को हल करें।

संशोधित सांचों के इस सेट का उपयोग करके भी चपटा किया जा सकता है। वास्तविक प्रसंस्करण में, मशीन टूल ऑपरेटर कभी-कभी गलतियाँ करते हैं, जिसमें झुकने वाले किनारों या झुकने वाले आयाम शामिल हैं जो समान नहीं हैं। मामले में जहां भाग की सतह की आवश्यकताएं अधिक नहीं हैं, यह भाग को स्क्रैप करने के लिए एक दया है, केवल झुकने वाले किनारे को सपाट करने के लिए। नॉकआउट बहुत श्रमसाध्य है, लेकिन उपरोक्त मोल्ड संयोजन का उपयोग करके इसे आसानी से समतल किया जा सकता है। भागों को आसानी से हाथ से ऊपरी और निचले सांचों में दबाया जा सकता है, और फिर भागों को सीएनसी झुकने वाली मशीन द्वारा चपटा किया जाता है।
ऑपरेशन के दौरान कौशल
1) झुकने वाले मरने और प्रसंस्करण सामग्री की नियुक्ति
योजना की व्यवस्था करते समय, निम्नलिखित कारकों पर विचार किया जाना चाहिए:
ए। एक ही मोटाई की सामग्री को एक साथ व्यवस्थित करें;
बी। एक ही मॉडल के सांचों को एक साथ व्यवस्थित करें;
सी। समान आकार के सांचों को एक साथ व्यवस्थित किया जाता है।
यह मोल्ड प्रतिस्थापन के समय और आवृत्ति को कम कर सकता है।
2) संकीर्ण और छोटे भागों की समकोण स्थिति
जब झुकने वाला हिस्सा संकीर्ण और लंबा होता है, तो उसका पता लगाना आसान नहीं होता है। प्रसंस्करण के दौरान, अक्सर ऐसा होता है कि निर्णय के बाद की स्थिति, और मुड़ा हुआ भाग झुकना आसान होता है। इसलिए, चित्रा 4 में प्रयुक्त विधि का उपयोग करके, एक समकोण सुनिश्चित करने के लिए मोल्ड को निचले मोल्ड से चिपकाया जाता है। इस तरह झुकते समय भाग को झुकना आसान नहीं होता है।

3) त्रिकोणीय भागों का झुकना
जब झुकने वाले हिस्से मुड़े हुए होते हैं, तो नुकीले हिस्से पीछे के नियम के करीब होना आसान नहीं होता है। आम तौर पर, जब सबसे छोटा आयाम एल ≤10 मिमी तुरंत पीछे नियम, पोजिशनिंग डिवाइस पर विचार किया जाना चाहिए। वास्तविक कार्य में, डिजाइन और प्रक्रिया की उपेक्षा करना आसान होता है, और ऐसी समस्याएं अक्सर होती हैं। प्रसंस्करण करते समय, भाग के आकार के अनुसार, यह निर्धारित किया जाता है कि एक टुकड़ा झुकने वाले मरने के साथ गठबंधन किया गया है और डबल टुकड़ा बैकिंग के साथ गठबंधन किया गया है।
4) पतली प्लेट डालें R
ग्राहकों की विभिन्न आवश्यकताओं के कारण, झुकने वाले किनारे पर आवश्यक R मान भी भिन्न होता है। प्रसंस्करण की प्रक्रिया में, उन भागों के लिए जिन्हें उच्च आयामी सटीकता की आवश्यकता नहीं होती है, R मान को बढ़ाने के लिए एक बैकिंग प्लेट का उपयोग करें ताकि झुकने के बाद आवश्यक R मान प्राप्त किया जा सके। डिजाइन आवश्यकताओं के अनुसार, आर प्लेट मोटाई का चयन करने के लिए वी और आंतरिक आर के बीच संबंध को संदर्भित करता है और इसे चित्रा 5 में दिखाए गए आकार में फोल्ड करता है। उपयोग में होने पर, ऊपरी मोल्ड को क्लैंप करने के लिए क्लैंप का उपयोग करें। इस विधि का उपयोग करना आसान है और इसे कई परतों में उपयोग किया जा सकता है।

5) सिंगल पार्ट और मल्टीपल मोल्ड सेटिंग्स
Zhongrui ने प्रदर्शन के रूप में 2 हाइड्रोलिक सिलेंडर के साथ DA66T सीएनसी झुकने वाली मशीन का इस्तेमाल किया। चित्रा 6 में दिखाए गए मल्टी-मोल्ड सेटअप की कोशिश की, यानी, एक ही मॉडल के ऊपरी और निचले मोल्ड एक समय में अनुभागों में स्थापित होते हैं, जो पूरे हिस्से के कई मोड़ के प्रसंस्करण को पूरा कर सकते हैं, मोल्ड स्थापना के समय को कम कर सकते हैं। और भागों की बार-बार हैंडलिंग। वर्तमान में, बाजार में समान ऊंचाई पर झुकने वाले ऊपरी पासे दिखाई दिए हैं। ऊपरी मोल्ड की ऊंचाई सभी समान है, और एक ही टेबल पर विभिन्न आकारों के मोल्डों का भी उपयोग किया जा सकता है। इस तरह, विभिन्न सांचों का खंडीय झुकना संभव है।

6) विशिष्ट भागों के कार्यक्रम रिकॉर्ड
विशिष्ट भागों के संसाधित होने के बाद, प्रसंस्करण मापदंडों को समय पर दर्ज किया जाना चाहिए, और कार्यक्रम को झुकने वाली मशीन के भंडारण क्षेत्र में भाग ड्राइंग संख्या के साथ संग्रहीत किया जाना चाहिए, ताकि भविष्य में इसका पुन: उपयोग किया जा सके, एक श्रृंखला को बहुत कम किया जा सके। झुकने से पहले की तैयारी। आप एक टेबल भी बना सकते हैं, जिसमें भाग के नाम, ड्राइंग नंबर, ग्राफिक्स, सामग्री और झुकने वाले मापदंडों की विशिष्ट सेटिंग्स शामिल हैं। तालिका को स्टील प्लेट, एल्यूमीनियम प्लेट और स्टेनलेस स्टील प्लेट में विभाजित किया गया है। प्रत्येक प्रकार को सामग्री की मोटाई से अलग किया जाता है। विशिष्ट भागों को खोजने में लगने वाला समय कम हो जाएगा। यदि प्रक्रिया कार्ड के साथ जोड़ा जाता है, तो यह एक बहुत ही पूर्ण प्रसंस्करण निर्देश है। यहां तक कि कम अनुभव वाले नए कर्मचारी भी भागों को संसाधित करने के लिए संकेतों का पालन कर सकते हैं।
7) मोल्ड की लंबाई वर्गों में झुकने के लिए पर्याप्त नहीं है
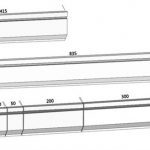
ऑन-साइट प्रोसेसिंग में, अक्सर ऐसा होता है कि मोल्ड की लंबाई झुकने वाले किनारे से छोटी होती है। चूंकि कई विशेष मोल्ड निश्चित उत्पादों के उपयोग के अनुसार निर्धारित किए जाते हैं, खंडित झुकने की विधि का उपयोग तब किया जाता है जब मोल्ड की लंबाई झुकने वाले किनारे से कम होती है। जहां मोल्ड की लंबाई झुकने वाले किनारे के करीब है, झुकने वाले किनारे के लंबवत किनारे को फाड़ें, और फिर झुकने वाले किनारे को वर्गों में आवश्यक आकार में मोड़ें। चित्र 7a मुड़े हुए भाग का बायाँ आधा भाग है, और चित्र 7b मुड़े हुए भाग का दायाँ आधा भाग है।

8) स्थिति के लिए बैक गेज पर स्टड का उपयोग करना
जब मुड़े हुए भाग का आकार बड़ा होता है और स्थिति के लिए बैक गेज का उपयोग करता है, तो भाग अक्सर अपने स्वयं के वजन के कारण डूब जाते हैं, हाथ से पकड़े जाने वाला हिस्सा छोटा होता है, और ऑपरेटर के लिए वर्कपीस को पकड़ना आसान नहीं होता है। भागों के स्तर को सुनिश्चित करने के लिए, हाथ से एक स्तर की स्थिति में भागों को पकड़ने के लिए पीछे के नियम पर एक ऑपरेटर की व्यवस्था की जानी चाहिए। इसलिए, ऐसे भागों को संसाधित करते समय, 2 ऑपरेटरों की व्यवस्था की जानी चाहिए। काम में, यह पाया जाता है कि बैक गेज को एक निश्चित आकार में उतारा जा सकता है, और बैक गेज पर स्टड का उपयोग पोजिशनिंग के लिए किया जाता है, और भागों को क्षैतिज रूप से बैक गेज पर रखा जाता है। यह न केवल ऑपरेटरों की संख्या को कम करता है, बल्कि मशीनिंग सटीकता की प्रभावी गारंटी भी देता है।
9) गहरी बंद आकृति झुकना
वास्तविक प्रसंस्करण में, गहरे बंद आकार के झुकने वाले प्रसंस्करण का लचीले ढंग से उपयोग किया जा सकता है। एक बंद-प्रकार के गहरे झुकने वाले मरने की अनुपस्थिति में, चित्र 7 में दिखाए गए भागों को झुकाते समय, चित्र 8 में दिखाए गए क्लैंपिंग राज्य को अपनाया जाता है। संक्रमण बोर्ड को अलग करें, दूरी भाग की चौड़ाई से थोड़ी बड़ी है, और आकार यथोचित रूप से आवंटित किया गया है, और एक समय में दो भागों को मोड़ा जा सकता है।

ऊपर पेश की गई प्रसंस्करण विधियों और तकनीकों से उत्पादों में बड़ी संख्या में समान भागों की प्रसंस्करण समस्याओं को हल किया जा सकता है, और कई किस्मों, छोटे बैचों और लघु उत्पादन चक्र वाले उत्पादों के विकास के लिए बहुत उपयुक्त हैं। इन विधियों के माध्यम से, न केवल टूलींग लागत के खर्च को बचाया जा सकता है, बल्कि उत्पादन और प्रसंस्करण चक्र को भी छोटा किया जा सकता है, उत्पादन लागत कम हो जाती है, और उत्पाद की गुणवत्ता में सुधार होता है। इन प्रसंस्करण विधियों और उपयोग कौशल को समान संरचनाओं के साथ सीएनसी प्रेस ब्रेक झुकने वाली मशीनों पर भी लागू और प्रचारित किया जा सकता है।
संबंधित उत्पाद
 हाइड्रोलिक प्रेस ब्रेक मशीन का टन भार कैसे चुनें?
हाइड्रोलिक प्रेस ब्रेक मशीन का टन भार कैसे चुनें?- झुकने वाली मध्यम और मोटी प्लेटों का WILA कुशल समाधान
- प्रेस ब्रेक झुकने वाली मशीन की उपयुक्त डाई कैसे चुनें?
- पारंपरिक झुकने अनुक्रम और झुकने मशीन मोल्ड की दैनिक उपयोग विशिष्टता
- प्रेस ब्रेक झुकने वाली मशीन में मुआवजा प्रणाली क्यों जोड़ें
- सीएनसी प्रेस ब्रेक झुकने मशीन का कार्य सिद्धांत और संरचना
- चीन प्रेस ब्रेक झुकने मशीन मोल्ड
- अपने प्रेस ब्रेक के लिए बेंड भत्ता की गणना कैसे करें
- प्रेस ब्रेक क्राउनिंग क्या है
- 2021 धातु ब्रेक मशीन की अंतिम गाइड