पारंपरिक झुकने अनुक्रम
1. शॉर्ट साइड फर्स्ट और लॉन्ग साइड फर्स्ट: आम तौर पर बोलते हुए, जब चारों तरफ मुड़े हुए होते हैं, तो पहले शॉर्ट साइड को फोल्ड करना और फिर लॉन्ग साइड को वर्कपीस की प्रोसेसिंग और बेंडिंग मोल्ड की असेंबली के लिए फायदेमंद होता है।
2. परिधीय पहले और फिर मध्य: सामान्य परिस्थितियों में, यह आमतौर पर वर्कपीस की परिधि से शुरू होता है और वर्कपीस के केंद्र की ओर मुड़ा होता है।
3. आंशिक पहले, फिर संपूर्ण: यदि वर्कपीस के अंदर या बाहर कुछ संरचनाएं हैं जो अन्य झुकने वाली संरचनाओं से अलग हैं, तो आमतौर पर ये संरचनाएं पहले मुड़ी हुई होती हैं और फिर अन्य भाग।
4. हस्तक्षेप की स्थिति पर विचार करें और झुकने के अनुक्रम को यथोचित रूप से व्यवस्थित करें: झुकने का क्रम स्थिर नहीं है, और प्रसंस्करण अनुक्रम को झुकने के आकार या वर्कपीस पर बाधाओं के अनुसार उचित रूप से समायोजित किया जाना चाहिए।

झुकने वाली मशीन मोल्ड का दैनिक उपयोग विनिर्देश
1. प्रेस ब्रेक झुकने वाली मशीन की शक्ति चालू करें, कुंजी स्विच चालू करें, शुरू करने के लिए तेल पंप दबाएं, झुकने वाली मशीन तेल पंप घूमना शुरू कर देती है, और मशीन ने अभी तक काम करना शुरू नहीं किया है।
2. स्ट्रोक समायोजन के लिए एक परीक्षण चलाने की आवश्यकता होती है जब झुकने वाली मशीन मोल्ड आधिकारिक तौर पर शुरू हो जाती है। जब झुकने वाली मशीन का ऊपरी डाई नीचे की ओर उतरता है, तो प्लेट की मोटाई का अंतर होना चाहिए। अन्यथा यह मोल्ड और मशीन को नुकसान पहुंचाएगा। स्ट्रोक एडजस्टमेंट में इलेक्ट्रिक क्विक एडजस्टमेंट और मैनुअल फाइन एडजस्टमेंट भी होता है।
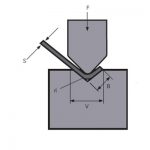
3. झुकने वाली मशीन मोल्ड के पायदान के चयन के लिए, प्लेट मोटाई की चौड़ाई 8 गुना का एक पायदान आम तौर पर चुना जाता है। यदि आप 4 मिमी शीट मोड़ते हैं, तो आपको लगभग 32 का स्लॉट चुनना होगा।

4. झुकने वाली मशीन के ऊपरी और निचले सांचों के ओवरलैप और दृढ़ता की जाँच करें; जांचें कि क्या पोजिशनिंग डिवाइस संसाधित होने की आवश्यकताओं को पूरा करते हैं। ऊपरी और निचले सांचों के ओवरलैप की बार-बार जाँच करें; क्या दबाव नापने का यंत्र के निर्देश विनियमों को पूरा करते हैं।
5. जब शीट मुड़ी हुई हो, तो शीट को झुकने के दौरान ऑपरेटर को उठाने और चोट पहुंचाने से रोकने के लिए इसे संकुचित किया जाना चाहिए।
6. शीट धातु मरने को समायोजित करते समय बिजली की आपूर्ति काट दी जानी चाहिए, और ऑपरेशन बंद कर दिया जाना चाहिए।
7. चर झुकने वाली मशीन के निचले मरने के उद्घाटन को बदलते समय, किसी भी सामग्री को निचले मरने से संपर्क करने की अनुमति नहीं है।
8. मशीन उपकरण को नुकसान से बचने के लिए शीट धातु झुकने वाली मशीन के प्रदर्शन से अधिक मोटी लोहे की प्लेट या कठोर स्टील प्लेट, उच्च ग्रेड मिश्र धातु स्टील्स, स्क्वायर स्टील्स और शीट्स को मोड़ने के लिए झुकने वाली मशीन मरने के लिए मना किया जाता है .
9. झुकने वाली मशीन को बंद कर दें, और ऊपरी स्लाइड प्लेट को लकड़ी के ब्लॉकों पर नीचे करने के लिए लकड़ी के ब्लॉकों को दोनों तरफ के सिलेंडरों के नीचे निचले सांचों पर रखें। पहले कंट्रोल सिस्टम प्रोग्राम से बाहर निकलें, फिर बिजली की आपूर्ति काट दें।

संबंधित उत्पाद
 हाइड्रोलिक पावर प्रेस मशीन के सुरक्षित संचालन नियम
हाइड्रोलिक पावर प्रेस मशीन के सुरक्षित संचालन नियम- प्रेस ब्रेक झुकने वाली मशीन की उपयुक्त डाई कैसे चुनें?
- सीएनसी झुकने मशीन के कौशल का प्रयोग करें
- झुकने वाली मध्यम और मोटी प्लेटों का WILA कुशल समाधान
- हाइड्रोलिक प्रेस ब्रेक मशीन का टन भार कैसे चुनें?
- चार-स्तंभ हाइड्रोलिक प्रेस के लिए सामान्य दोष और समस्या निवारण विधि
- हाइड्रोलिक शियरिंग मशीन की सामान्य विफलताओं की मरम्मत और तेल सर्किट सिस्टम का रखरखाव
- प्रेस ब्रेक झुकने वाली मशीन में मुआवजा प्रणाली क्यों जोड़ें
- प्रेस ब्रेक क्राउनिंग क्या है
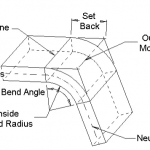
- अपने प्रेस ब्रेक के लिए बेंड भत्ता की गणना कैसे करें