प्रेस ब्रेक पंच / डाई को ऊपरी और निचले सांचों में विभाजित किया जाता है, जिसका उपयोग शीट मेटल स्टैम्पिंग बनाने और मोल्ड को अलग करने के लिए किया जाता है। बनाने के लिए मोल्ड में एक गुहा होता है, और अलग करने के लिए मोल्ड में एक अत्याधुनिक होता है। प्रेस ब्रेक मशीन के पंच / डाई का वर्कपीस की सटीकता पर बहुत प्रभाव पड़ता है। झुकने की प्रक्रिया में, मोल्ड वह सब है जो वर्कपीस से संपर्क करता है।
झुकने वाली मशीन / प्रेस ब्रेक के प्रेस ब्रेक एल-आकार, आर-आकार, यू-आकार, जेड-आकार आदि हैं। ऊपरी डाई मुख्य रूप से 90 डिग्री, 88 डिग्री, 45 डिग्री, 30 डिग्री, 20 डिग्री है। 15 डिग्री, आदि कोण। निचले मोल्ड में 4 ~ 18V डबल ग्रूव और अलग-अलग ग्रूव चौड़ाई के साथ सिंगल ग्रूव, साथ ही आर लोअर मोल्ड, एक्यूट एंगल लोअर मोल्ड, फ़्लैटनिंग मोल्ड इत्यादि होता है।

अल्ट्रा-उच्च परिशुद्धता
मोल्ड की सटीकता के लिए झुकने की प्रक्रिया के दौरान वर्कपीस की सटीकता को बहुत प्रभावित करना बहुत महत्वपूर्ण है। उपयोग करने से पहले मोल्ड के पहनने की जांच की जानी चाहिए। निरीक्षण विधि ऊपरी मोल्ड के सामने के छोर से कंधे तक की लंबाई और निचले मोल्ड के कंधे के बीच की लंबाई को मापने के लिए है। पारंपरिक सांचों के लिए, प्रति मीटर विचलन लगभग ± 0.0083 मिमी होना चाहिए, और कुल लंबाई विचलन ± 0.127 मिमी से अधिक नहीं होना चाहिए। सटीक पीसने वाले मोल्ड के लिए, प्रति मीटर परिशुद्धता ± 0.0033 मिमी होनी चाहिए, और कुल परिशुद्धता ± 0.0508 मिमी से अधिक नहीं होनी चाहिए। आमतौर पर इलेक्ट्रो-हाइड्रोलिक झुकने वाली मशीनों या मरोड़ शाफ्ट झुकने वाली मशीनों के लिए महीन पीसने वाले सांचों और मैनुअल झुकने वाली मशीनों के लिए पारंपरिक सांचों का उपयोग करने की सिफारिश की जाती है।
सीएनसी प्रेस ब्रेक मशीन का टूल सेक्शन नीचे दिया गया है:

स्वचालित निश्चित स्थापना
ऊपरी डाई तब स्थापित की जाती है जब स्लाइडर शीर्ष मृत केंद्र तक बढ़ जाता है, और मोल्ड क्लैम्पिंग सिस्टम क्लैम्पिंग दबाव लागू होने तक कई सांचों को जगह में रख सकता है।
हाइड्रोलिक क्लैंपिंग सिस्टम
हाइड्रोलिक क्लैंपिंग सिस्टम सबसे प्रभावी क्लैंपिंग विधि है। नई और पुरानी दोनों मशीनें इस क्लैम्पिंग सिस्टम का उपयोग कर सकती हैं, जिससे समय और लागत की बचत होती है। यदि पुरानी झुकने वाली मशीन की लोड-असर सतह क्षतिग्रस्त हो जाती है, तो हाइड्रोलिक क्लैम्पिंग सिस्टम क्षति को दूर करने के लिए सबसे अच्छा विकल्प होगा, जबकि क्लैम्पिंग और इंस्टॉलेशन की दक्षता में भी सुधार होगा।

जगह में स्वचालित रूप से निचोड़ें
जब क्लैंपिंग दबाव लागू किया जाता है, तो ऊपरी डाई को ऊपर खींच लिया जाता है और स्वचालित रूप से जगह में निचोड़ा जाता है। यह झुकने की प्रक्रिया के दौरान ऊपरी मोल्ड को मोल्ड के तल में दबाने की आवश्यकता को समाप्त करता है।
पंच / डाई का विकल्प
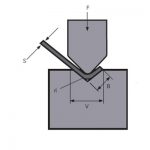
सबसे पहले, झुकने वाली शीट की मोटाई निर्धारित करें। उदाहरण के लिए, आप 0.75mm से 6.30mm मोटी प्लेट को मोड़ना चाहते हैं। फिर, न्यूनतम आवश्यक वी-डाई आकार का अनुमान लगाने के लिए सबसे पतली शीट की मोटाई को 8 से गुणा करें। इस उदाहरण में, 0.75 मिमी प्लेट आवश्यक न्यूनतम मोल्ड है, इसलिए 0.75×8=6। तीसरा, आवश्यक अधिकतम वी-आकार के डाई आकार का अनुमान लगाने के लिए सबसे मोटी शीट की मोटाई को 8 से गुणा करें।
8 गुना सिद्धांत
कहने का तात्पर्य यह है कि वी-आकार के सांचे का उद्घाटन शीट की मोटाई का 8 गुना होना चाहिए। निकटतम मोल्ड का चयन करने के लिए शीट की मोटाई को 8 से गुणा करें। उदाहरण के लिए, 1.5 मिमी मोटी प्लेट के लिए 12 मिमी मोल्ड (1.5 × 8 = 12 मिमी) की आवश्यकता होती है। यदि यह 3.0 मिमी की प्लेट है, तो 24.0 मिमी मोल्ड की आवश्यकता होती है। (3.0×8=24.0)। यह अनुपात सबसे अच्छा कोण विकल्प प्रदान कर सकता है, यही वजह है कि कई लोग इसे "सर्वश्रेष्ठ विकल्प" कहते हैं। अधिकांश प्रकाशित बेंडिंग चार्ट भी इसी फॉर्मूले पर केंद्रित होते हैं।
मॉडल चयन नियम
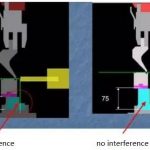
एल-आकार के वर्कपीस को झुकने के लिए चयन नियम यह है कि कोई नियम नहीं है, लगभग किसी भी ऊपरी डाई का उपयोग किया जा सकता है। इसलिए वर्कपीस के समूह के लिए ऊपरी मोल्ड चुनते समय, एल-आकार के वर्कपीस को अंतिम माना जा सकता है, क्योंकि लगभग कोई भी ऊपरी मोल्ड उन्हें मोड़ सकता है। इन एल-आकार के वर्कपीस को झुकाते समय, ऊपरी मोल्डों का उपयोग करने की सिफारिश की जाती है जो अन्य वर्कपीस को भी मोड़ सकते हैं। मोल्ड खरीदते समय, कम बेहतर। यह न केवल मोल्ड लागत को कम करने के लिए बल्कि आवश्यक मोल्ड आकार की संख्या को कम करने और स्थापना समय को कम करने के लिए भी है।


जब वर्कपीस का ऊपरी भाग निचले हिस्से से अधिक लंबा होता है, तो एक हंसनेक डाई की आवश्यकता होती है। जब वर्कपीस का ऊपरी भाग निचले हिस्से से छोटा होता है, तो कोई भी ऊपरी पासा ठीक होता है। जब वर्कपीस का ऊपरी भाग और निचला भाग समान लंबाई का होता है, तो एक न्यून-कोण ऊपरी डाई की आवश्यकता होती है। संक्षेप में, ऊपरी डाई चयन नियम मुख्य रूप से वर्कपीस के हस्तक्षेप पर निर्भर करता है, जहां झुकने वाला सिमुलेशन सॉफ्टवेयर एक महत्वपूर्ण भूमिका निभा सकता है। यदि प्रयुक्त सिस्टम झुकने की स्थिति का अनुकरण नहीं कर सकता है, तो आप ऊपरी मोल्ड वर्कपीस के हस्तक्षेप को मैन्युअल रूप से जांचने के लिए ग्रिड पृष्ठभूमि के साथ ड्राइंग का उपयोग कर सकते हैं, जैसा कि नीचे दिए गए चित्र में दिखाया गया है।


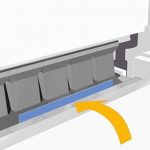
कोई इंडेंटेशन मोल्ड नहीं
लगभग सभी विशिष्ट वी-आकार के झुकने वाले मशीन मोल्ड वर्कपीस पर कुछ निशान छोड़ देंगे, इसका कारण यह है कि झुकने के दौरान धातु को मोल्ड में दबाया जाता है। ज्यादातर मामलों में, अंक छोटे या स्वीकार्य होते हैं। त्रिज्या बढ़ाने से अंक कम हो सकते हैं। लेकिन कभी-कभी सबसे छोटे निशान भी अस्वीकार्य होते हैं, जैसे झुकने से पहले चित्रित या पॉलिश की गई प्लेटें। इंडेंटेशन को खत्म करने के लिए नायलॉन इंसर्ट का इस्तेमाल किया जा सकता है, जैसा कि नीचे दिए गए चित्र में दिखाया गया है। निर्मित विमान या एयरोस्पेस भागों के लिए इंडेंटेशन-मुक्त झुकना विशेष रूप से महत्वपूर्ण है क्योंकि निरीक्षकों के लिए नग्न आंखों से एक हिस्से का निरीक्षण करना और खरोंच और दरार को अलग करना मुश्किल है।

संबंधित उत्पाद
 हाइड्रोलिक प्रेस ब्रेक मशीन का टन भार कैसे चुनें?
हाइड्रोलिक प्रेस ब्रेक मशीन का टन भार कैसे चुनें?- झुकने वाली मध्यम और मोटी प्लेटों का WILA कुशल समाधान
- सीएनसी झुकने मशीन के कौशल का प्रयोग करें
- पारंपरिक झुकने अनुक्रम और झुकने मशीन मोल्ड की दैनिक उपयोग विशिष्टता
- शीट मेटल बेंडिंग मशीन के फ्री बेंडिंग के दौरान बेंडिंग फोर्स की गणना
- प्रेस ब्रेक डेस किससे बने होते हैं? प्रेस ब्रेक टूलिंग क्या है?
- हाइड्रोलिक प्रेस ब्रेक कितने प्रकार के होते हैं?
- प्रेस ब्रेक झुकने वाली मशीन में मुआवजा प्रणाली क्यों जोड़ें
- प्रेस ब्रेक क्राउनिंग क्या है
- अपने प्रेस ब्रेक के लिए बेंड भत्ता की गणना कैसे करें