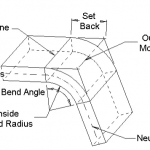
आपके पास अपना प्रेस ब्रेक है, अपनी सामग्री को ठीक उसी कोण पर मोड़ने के लिए सेट किया गया है जहाँ आप इसे चाहते हैं, ठीक उसी कोण पर जिसकी नौकरी की आवश्यकता है। आपका फॉर्मिंग ऑन-फॉर्म है, आपके नंबर क्रंच हो गए हैं और आपका भरोसेमंद प्रेस ब्रेक बस अपना काम करने की प्रतीक्षा कर रहा है।

लेकिन एक महत्वपूर्ण चीज है जिसे आसानी से नजरअंदाज कर दिया जाता है और यह समझना महत्वपूर्ण है कि यह कैसे काम करता है और इससे भी महत्वपूर्ण बात यह है कि इसे कैसे स्थापित किया जाए। हम निश्चित रूप से ताजपोशी की प्रक्रिया के बारे में बात कर रहे हैं।
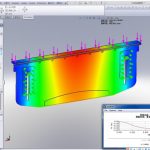
जब भी लंबे या बड़े हिस्से मुड़े हुए होते हैं तो क्राउनिंग खेलने के लिए आती है, यह लंबे, भारी प्रेस ब्रेक और पावर स्केल के शीर्ष छोर पर भी फायदेमंद हो सकता है। जब एक मोड़ बनाने के लिए लोड लगाया जाता है, तो विक्षेपण की एक डिग्री होती है। यह विरूपण का कारण बनता है और इसका मतलब है कि यदि आपका मोड़ सिरों पर सटीक है, तो बीम के सिरों पर सर्वो-हाइड्रोलिक सिस्टम और पिस्टन के लिए धन्यवाद, यह हमेशा आपके वर्कपीस के केंद्र के करीब नहीं हो सकता है।
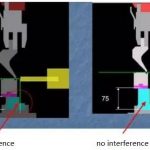
यह ऑपरेटर त्रुटि या आपके प्रेस ब्रेक के साथ कोई समस्या नहीं है; यह भौतिक विज्ञान और भौतिकी का एक सरल तथ्य है। उस घटना के लिए क्षतिपूर्ति की प्रक्रिया, संक्षेप में ताजपोशी है।
वर्कपीस की पूरी लंबाई के साथ एक सुसंगत मोड़ सुनिश्चित करने के लिए एक क्राउनिंग सिस्टम महत्वपूर्ण है, यह या तो प्रेस ब्रेक के बीम में, टेबल में ही या दोनों में भी हो सकता है। यह सुनिश्चित करता है कि आपके बीम के केंद्र में कोण सिरों पर मेल खाते हैं, उस विक्षेपण के खिलाफ क्षतिपूर्ति करते हैं जहां मुआवजे की आवश्यकता होती है। हाइड्रोलिक क्राउनिंग आज के प्रेस ब्रेक में निर्मित होती है; सीएनसी वेज स्टाइल सिस्टम भी हैं जिन्हें टूलिंग सप्लायर या प्रेस ब्रेक निर्माता द्वारा ऐड-ऑन के रूप में पेश किया जा सकता है।
1. हाइड्रोलिक क्राउनिंग
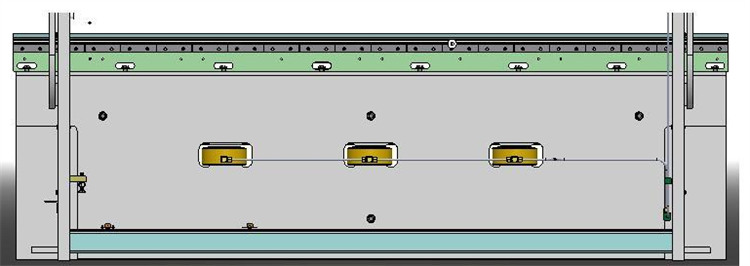
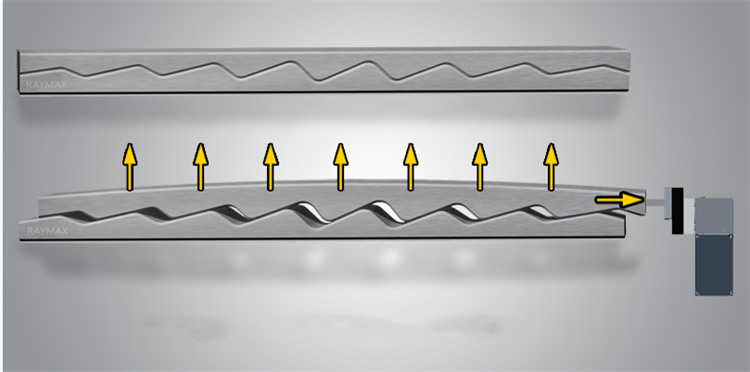
प्रेस ब्रेक फ्रेम पर, दो तरफ दो हाइड्रोलिक सिलेंडर स्थापित करने के अलावा, मशीन के बीच में एक और दो सहायक हाइड्रोलिक सिलेंडर स्थापित करें। जब स्ट्रोक डाउन होता है, तो सहायक सिलेंडर तरल तेल से भर जाता है और नीचे चला जाता है। झुकने की प्रक्रिया के दौरान, हाइड्रोलिक तेल सहायक सिलेंडर में प्रवेश करता है, ताकि स्लाइडर मुआवजे के लिए नीचे की ओर विक्षेपण उत्पन्न करे।
कार्यबल के निचले हिस्से में सहायक हाइड्रोलिक सिलेंडर स्थापित करें। झुकने की प्रक्रिया के दौरान यह वर्कटेबल पर एक ऊपर की ओर बल उत्पन्न करता है, जो स्वचालित क्राउनिंग सिस्टम बनाता है।
दबाव क्षतिपूर्ति उपकरण कई छोटे तेल सिलेंडरों से बना होता है। एक तेल सिलेंडर, एक मदरबोर्ड, एक सहायक प्लेट और एक पिन शाफ्ट और एक क्षतिपूर्ति सिलेंडर को कार्यबल पर रखा जाता है, और एक आनुपातिक राहत वाल्व के साथ एक दबाव मुआवजा प्रणाली बनाई जाती है।
काम करते वक्त। सहायक प्लेट तेल सिलेंडर का समर्थन करती है, तेल सिलेंडर मदरबोर्ड को ऊपर रखता है। बस स्लाइडर और वर्कटेबल की विकृति पर काबू पा लेता है। उत्तल उपकरण को एक संख्यात्मक नियंत्रण प्रणाली द्वारा नियंत्रित किया जाता है, ताकि विभिन्न शीट सामग्री को झुकाते समय प्लेट की मोटाई, मरने के उद्घाटन और सामग्री की तन्य शक्ति के अनुसार प्रीलोड निर्धारित किया जा सके।
हाइड्रोलिक क्राउनिंग का लाभ यह है कि यह बड़े मुआवजे के लचीलेपन के साथ निरंतर परिवर्तनशील विरूपण के लिए विक्षेपण मुआवजे का एहसास कर सकता है, लेकिन जटिल संरचना और अपेक्षाकृत उच्च लागत के कुछ नुकसान हैं।

2. यांत्रिक मुकुट
मैकेनिकल क्राउनिंग एक तरह की नई विक्षेपण क्षतिपूर्ति विधि है, जो आमतौर पर त्रिकोणीय तिरछी पच्चर संरचना का उपयोग करती है।
सिद्धांत यह है कि कोणों के साथ दो-त्रिकोण पच्चर ब्लॉक, ऊपरी कील चलती है मैं x-दिशा पर तय करता हूं। केवल y-दिशा में आगे बढ़ सकता है। जब कील x-दिशा के साथ दूरी को आगे बढ़ाता है, तो ऊपरी कील निचले वेज बल के तहत h दूरी को ऊपर ले जाती है। जो यांत्रिक मुकुट का सिद्धांत है।
मौजूदा यांत्रिक क्षतिपूर्ति संरचना के संबंध में। दो बोल्स्टर प्लेट्स को वर्कटेबल पर पूरी लंबाई में रखा जाता है, ऊपरी और निचली प्लेट्स को डिस्क स्प्रिंग और बॉट्स के माध्यम से जोड़ा जाता है। ऊपरी और निचली प्लेटों में विभिन्न ढलानों के साथ कई तिरछी वेजेज होती हैं, जो उन्हें उत्तल स्थिति के एक सेट के लिए अपेक्षाकृत चलती, बनाने और आदर्श वक्र बनाने के लिए मोटर ड्राइव के माध्यम से बनाती हैं।

संबंधित उत्पाद
 हाइड्रोलिक प्रेस ब्रेक मशीन का टन भार कैसे चुनें?
हाइड्रोलिक प्रेस ब्रेक मशीन का टन भार कैसे चुनें?- अपने प्रेस ब्रेक के लिए बेंड भत्ता की गणना कैसे करें
- प्रेस ब्रेक झुकने वाली मशीन में मुआवजा प्रणाली क्यों जोड़ें
- केन्टॉन मेला
- चीन 40 टन प्रेस ब्रेक
- हाइड्रोलिक पावर प्रेस मशीन के सुरक्षित संचालन नियम
- शीर्ष 10 चीन पावर प्रेस निर्माता
- प्रेस ब्रेक डेस किससे बने होते हैं? प्रेस ब्रेक टूलिंग क्या है?
- प्रेस ब्रेक झुकने वाली मशीन की उपयुक्त डाई कैसे चुनें?
- पारंपरिक झुकने अनुक्रम और झुकने मशीन मोल्ड की दैनिक उपयोग विशिष्टता